

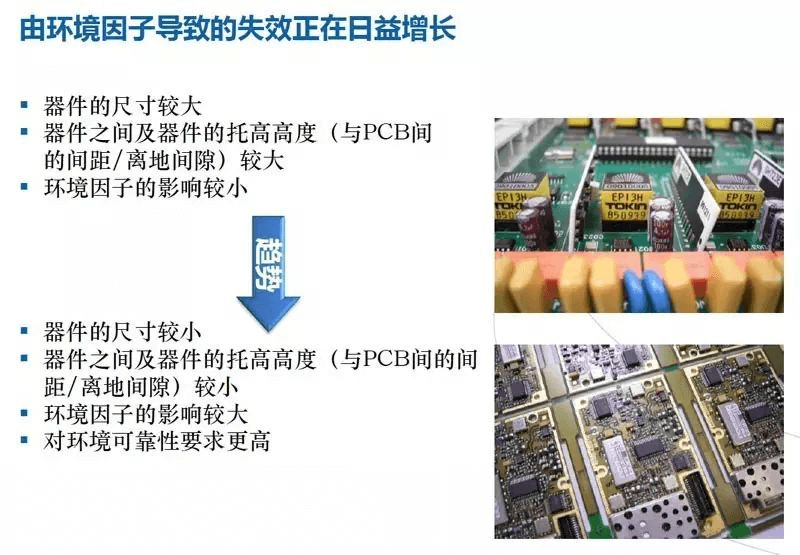
Þegar stærð íhluta PCBA minnkar, eykst þéttleikinn; Stuðningshæðin milli tækja og tækja (fjarlægðin milli PCBA og jarðhæðar) minnkar einnig og áhrif umhverfisþátta á PCBA aukast einnig. Þess vegna setjum við fram hærri kröfur um áreiðanleika PCBA rafeindavara.
1. Umhverfisþættir og áhrif þeirra
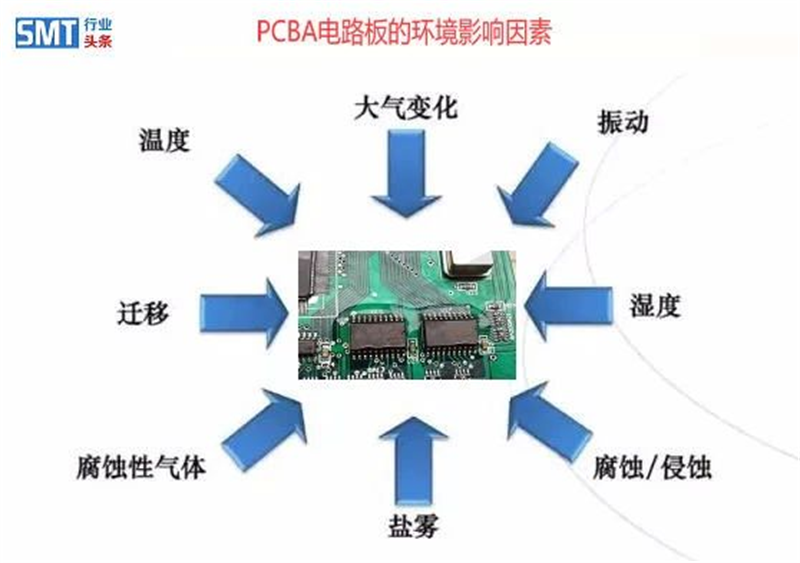
Algengir umhverfisþættir eins og raki, ryk, saltúði, mygla o.s.frv. geta valdið ýmsum bilunarvandamálum í PCBA.
Rakastig
Næstum allir rafrænir prentplötur í ytra umhverfi eru í hættu á tæringu, þar á meðal er vatn mikilvægasti miðillinn fyrir tæringu. Vatnsameindir eru nógu smáar til að komast í gegnum möskva sameindabil sumra fjölliðaefna og komast inn í efnið eða ná til undirliggjandi málms í gegnum nálarholur húðarinnar og valda tæringu. Þegar andrúmsloftið nær ákveðnum rakastigi getur það valdið rafefnafræðilegum flutningi prentplata, lekastraumi og merkisröskun í hátíðnihringrásum.
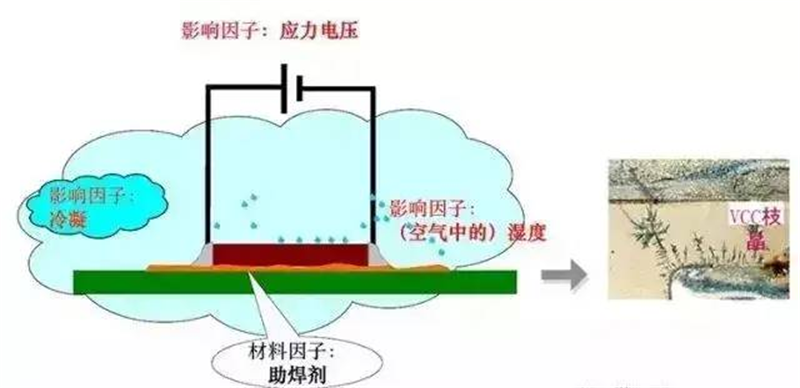
Gufa/rakastig + jónísk mengunarefni (sölt, flæðiefni) = leiðandi rafvökvi + spenna = rafefnafræðilegur flutningur
Þegar RH í andrúmsloftinu nær 80% myndast vatnshimna með þykkt upp á 5~20 sameinda og alls konar sameindir geta hreyfst frjálslega. Þegar kolefni er til staðar geta rafefnafræðileg viðbrögð átt sér stað.
Þegar RH nær 60% myndar yfirborðslag búnaðarins vatnsfilmu sem er 2~4 vatnssameindir þykk. Þegar mengunarefni leysast upp í þeim verða efnahvörf.
Þegar RH er < 20% í andrúmsloftinu stöðvast nánast öll tæringarfyrirbæri.
Þess vegna er rakaþétting mikilvægur þáttur í verndun vörunnar.
Í rafeindatækjum kemur raki fram í þremur myndum: regni, þéttingu og vatnsgufu. Vatn er raflausn sem leysir upp mikið magn af tærandi jónum sem tæra málma. Þegar hitastig ákveðins hluta búnaðarins er undir „döggpunkti“ (hitastigi) myndast þétting á yfirborðinu: burðarhlutum eða PCBA.
Ryk
Ryk er í andrúmsloftinu, ryk sem hefur tekið upp jónmengunarefni setjast að innan í rafeindabúnaði og valda bilunum. Þetta er algengt vandamál með bilunum í rafeindabúnaði á vettvangi.
Ryk skiptist í tvo flokkaGróft ryk er með óreglulegar agnir með þvermál 2,5~15 míkron, sem almennt valda ekki bilunum, boga og öðrum vandamálum, en hafa áhrif á snertingu tengisins. Fínt ryk er óreglulegar agnir með þvermál minna en 2,5 míkron. Fínt ryk hefur ákveðna viðloðun á PCBA (þráð) og er aðeins hægt að fjarlægja með bursta sem er með rafstöðueiginleikum.
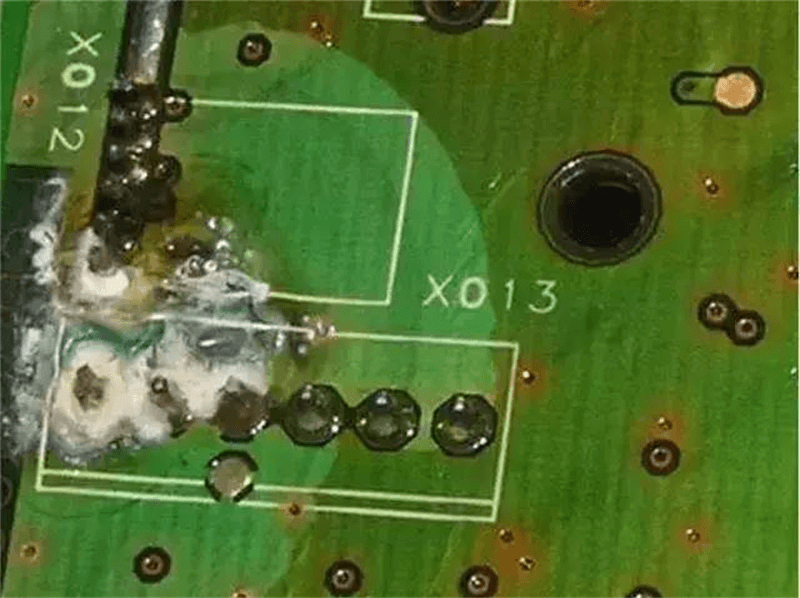
Hættur af rykia. Rafefnafræðileg tæring myndast vegna þess að ryk sest á yfirborð PCBA og bilunartíðnin eykst; b. Ryk + raki + saltþoka olli mestum skaða á PCBA og bilun í rafeindabúnaði var mest í efnaiðnaði og námuvinnslusvæðum nálægt ströndinni, í eyðimörkum (salt-alkalílandi) og sunnan við Huaihe-ána á myglu- og regntímanum.
Þess vegna er rykvörn mikilvægur hluti af vörunni.
Saltúði
Myndun saltúða:Saltúði stafar af náttúrulegum þáttum eins og sjávaröldum, sjávarföllum, loftþrýstingi (monsún), sólskini og svo framvegis. Hann rekur inn í landið með vindinum og styrkur hans minnkar með fjarlægð frá ströndinni. Venjulega er styrkur saltúðans 1% af ströndinni þegar hann er 1 km frá ströndinni (en hann blæs lengra í fellibyl).
Skaðsemi saltúða:a. skemma húðun málmhluta; b. Hröðun á rafefnafræðilegri tæringu leiðir til brots á málmvírum og bilunar íhluta.
Líkar uppsprettur tæringar:a. Handsviti inniheldur salt, þvagefni, mjólkursýru og önnur efni sem hafa sömu tærandi áhrif á rafeindabúnað og saltúði. Þess vegna ætti að nota hanska við samsetningu eða notkun og ekki ætti að snerta húðina með berum höndum; b. Í flúxinu eru halógenar og sýrur sem ætti að þrífa og stjórna leifarþéttni þeirra.
Þess vegna er saltúðavarnir mikilvægur þáttur í verndun vara.
Mygla
Mygla, almennt heiti þráðlaga sveppa, þýðir „mygluð sveppir“ og mynda ríkulegt sveppaþráðaþráð en framleiða ekki stóra ávaxtahluti eins og sveppir. Á rökum og hlýjum stöðum vaxa margar tegundir með berum augum loðnar, flokkulaga eða köngulóarveflaga nýlendur, það er að segja mygla.
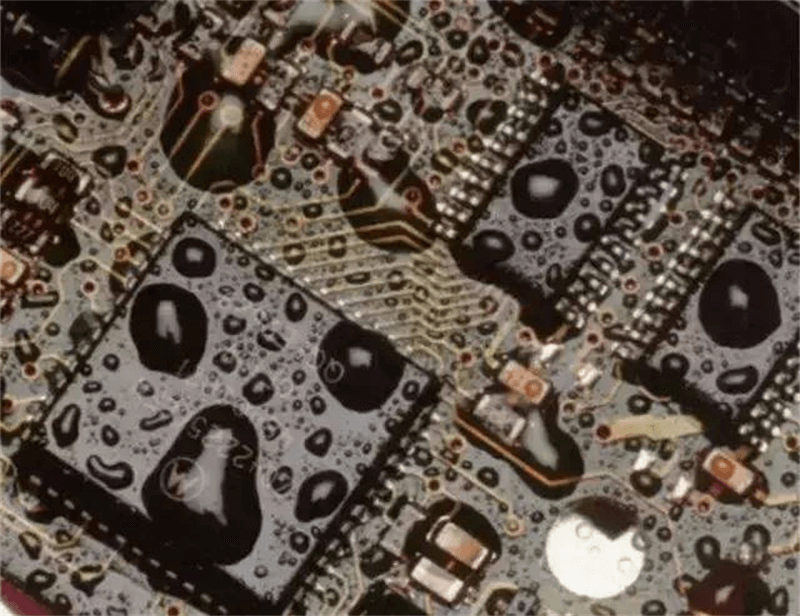
MYND 5: Myglufyrirbæri á PCB-plötum
Skaðsemi myglua. Frumuát og fjölgun myglu veldur því að einangrun lífrænna efna hrörnar, skemmist og bilar; b. Umbrotsefni myglu eru lífrænar sýrur, sem hafa áhrif á einangrun og rafstyrk og mynda rafboga.
Þess vegna er mygluvörn mikilvægur hluti af verndarvörum.
Með hliðsjón af ofangreindum atriðum verður að tryggja áreiðanleika vörunnar betur, hún verður að vera eins lítil og mögulegt er einangruð frá ytra umhverfi og mögulegt er, þannig að mótun húðunarferlisins er kynnt til sögunnar.
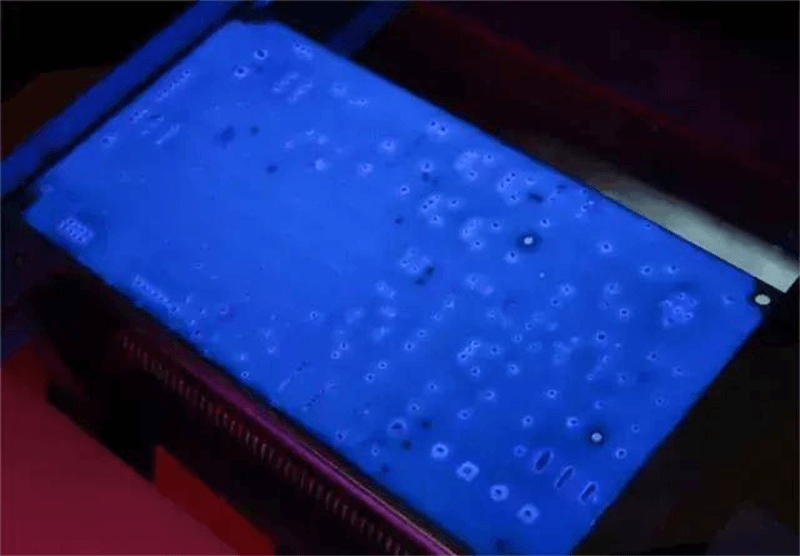
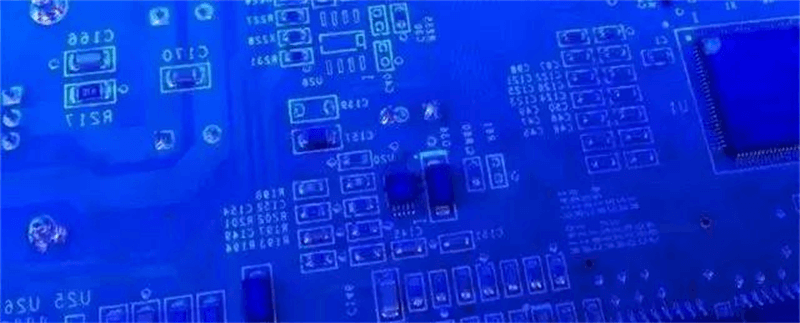
Húðun PCB eftir húðunarferli, undir fjólubláum lampaáhrifum, getur upprunalega húðunin verið svo falleg!
Þrjár málningarvarnarefnivísar til þess að húða þunnt verndandi einangrandi lag á yfirborð prentaðra rafrása. Þetta er algengasta aðferðin til að húða rafrásir eftir suðu, stundum kölluð yfirborðshúðun og samsvörunarhúðun (enska heitið: coating, conformal coating). Hún einangrar viðkvæma rafeindabúnað frá erfiðu umhverfi, getur aukið öryggi og áreiðanleika rafeindabúnaðar til muna og lengt líftíma þeirra. Þrjár tegundir af málningarvörn geta verndað rafrásir/íhluti gegn umhverfisþáttum eins og raka, mengunarefnum, tæringu, álagi, höggi, vélrænum titringi og hitahringrás, en bætir jafnframt vélrænan styrk og einangrunareiginleika vörunnar.
Eftir húðun á PCB myndast gegnsæ hlífðarfilma á yfirborðinu sem getur á áhrifaríkan hátt komið í veg fyrir vatns- og rakakomu og komið í veg fyrir leka og skammhlaup.
2. Helstu atriði húðunarferlisins
Samkvæmt kröfum IPC-A-610E (staðall fyrir rafeindasamsetningarprófun) endurspeglast það aðallega í eftirfarandi þáttum:
Svæði
1. Svæði sem ekki er hægt að húða:
Svæði sem krefjast rafmagnstenginga, svo sem gullpúðar, gullfingur, göt úr málmi og prófunargöt;
Rafhlöður og rafhlöðuviðgerðaraðilar;
Tengi;
Öryggi og hlíf;
Varmaleiðnibúnaður;
Stökkvír;
Linsa í sjóntæki;
Potentiometer;
Skynjari;
Enginn innsiglaður rofi;
Önnur svæði þar sem húðun getur haft áhrif á afköst eða notkun.
2. Svæði sem þarf að húðaallar lóðtengingar, pinnar, íhlutir og leiðarar.
3. Valfrjáls svæði
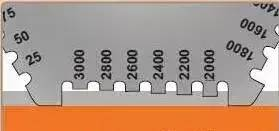
Þykkt
Þykkt er mældur á sléttu, óhindruðu, hertu yfirborði prentaðs rafrásarhluta eða á festri plötu sem fer í gegnum ferlið með íhlutnum. Festar spjöld geta verið úr sama efni og prentuð spjöld eða öðrum ógegndræpum efnum, svo sem málmi eða gleri. Mæling á blautum filmuþykkt er einnig hægt að nota sem valfrjálsa aðferð til að mæla húðþykkt, svo framarlega sem skjalfest umreikningssamband er á milli blautrar og þurrrar filmuþykktar.

Tafla 1: Þykktarbil staðlað fyrir hverja gerð húðunarefnis
Prófunaraðferð fyrir þykkt:
1. Þykktarmælir fyrir þurrfilmu: míkrómetri (IPC-CC-830B); b Þykktarmælir fyrir þurrfilmu (með járngrunni)
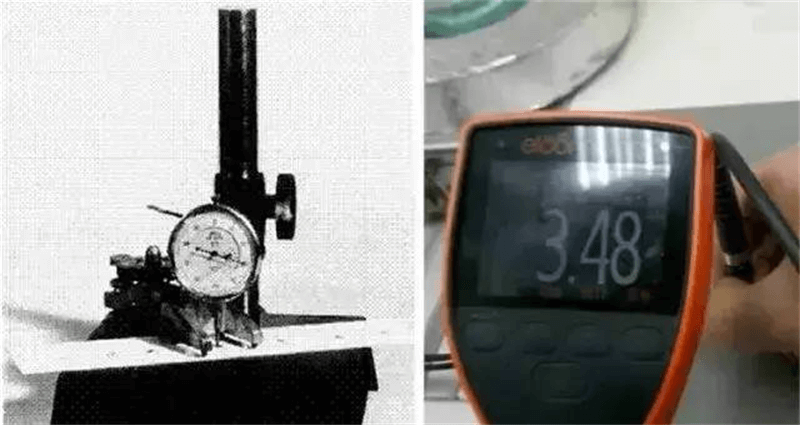
Mynd 9. Míkrómetra þurrfilmubúnaður
2. Mæling á blautum filmuþykkt: Þykkt blautu filmunnar er hægt að fá með mælitæki fyrir blautum filmuþykkt og reikna hana síðan út frá hlutfalli fastra límefna.
Þykkt þurrfilmu
Á mynd 10 var þykkt blautfilmunnar mæld með blautfilmuþykktarprófara og síðan var þurrfilmuþykktin reiknuð út.
Upplausn brúna
SkilgreiningVið venjulegar aðstæður verður úðun úðalokans út fyrir brún línunnar ekki mjög bein, það verður alltaf ákveðin kvörn. Við skilgreinum breidd kvörnarinnar sem brúnarupplausnina. Eins og sýnt er hér að neðan er stærð d gildi brúnarupplausnarinnar.
Athugið: Upplausn brúnanna er vissulega minni, því betra, en kröfur viðskiptavina eru ekki þær sömu, þannig að upplausn húðaðra brúna er mismunandi eftir kröfum viðskiptavina.

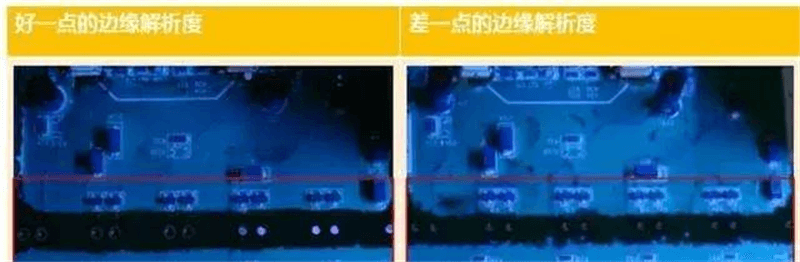
Mynd 11: Samanburður á brúnaupplausn
Einsleitni
Límið ætti að vera einsleitt og slétt og gegnsætt á yfirborði vörunnar. Áherslan er lögð á að límið sem er þakið yfirborði vörunnar sé einsleitt. Því verður þykktin að vera jöfn og engin vandamál í ferlinu eru til staðar: sprungur, lagskiptingar, appelsínugular línur, mengun, háræðar eða loftbólur.
Mynd 12: Áhrif húðunar á sjálfvirkri húðunarvél Axial sjálfvirkri AC röð, einsleitni er mjög stöðug
3. Að framkvæma húðunarferlið
Húðunarferli
1 Undirbúningur
Undirbúa vörur og lím og aðra nauðsynlega hluti;
Ákvarða staðsetningu staðbundinnar verndar;
Ákvarða lykilatriði í ferlinu
2: Þvo
Ætti að þrífa eins fljótt og auðið er eftir suðu til að koma í veg fyrir að óhreinindi frá suðu séu erfið að þrífa;
Ákvarðið hvort aðalmengunarefnið er pólískt eða ópólískt til að velja viðeigandi hreinsiefni;
Ef notað er alkóhólhreinsiefni verður að gæta að öryggismálum: góð loftræsting og kæling og þurrkun eftir þvott verður að vera til staðar til að koma í veg fyrir að leifar af leysiefni gufi upp vegna sprengingar í ofninum;
Vatnshreinsun, með basískum hreinsivökva (fleyti) til að þvo flæðið og skola síðan með hreinu vatni til að þrífa hreinsivökvann, til að uppfylla þrifstaðla;
3. Grímuvörn (ef enginn sértækur húðunarbúnaður er notaður), þ.e. gríma;
Ætti að velja filmu sem ekki er límandi, því hún mun ekki flytjast á pappírslímbandið;
Nota ætti pappírslímband gegn stöðurafmagni til að vernda IC;
Samkvæmt kröfum teikninga fyrir sum tæki til að verja gegn skjöldum;
4. Rakaþurrkun
Eftir hreinsun verður að forþurrka og afraka varið PCBA (íhlut) áður en það er húðað;
Ákvarðið hitastig/tíma forþurrkunar í samræmi við hitastigið sem leyfilegt er samkvæmt PCBA (íhlutur);
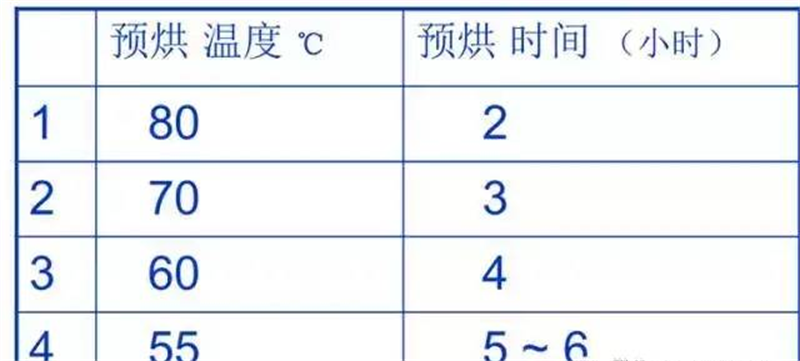
Hægt er að leyfa PCBA (íhlut) að ákvarða hitastig/tíma forþurrkunarborðsins
5 kápur
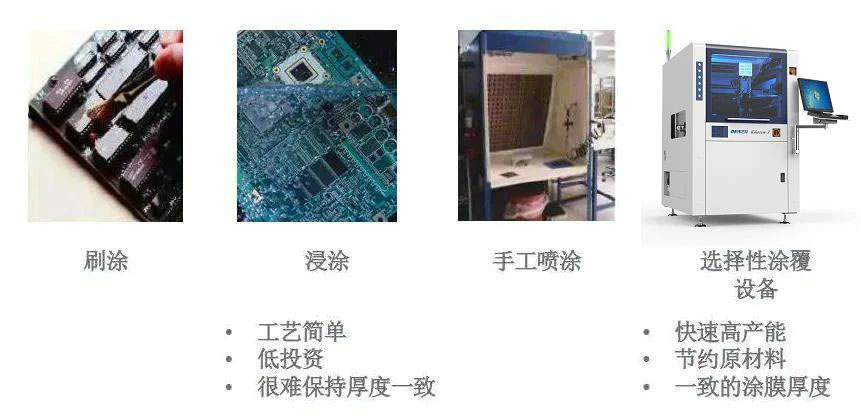
Ferlið við lögun húðunar fer eftir kröfum um vernd PCBA, núverandi vinnslubúnaði og núverandi tæknilegum birgðum, sem er venjulega náð á eftirfarandi hátt:
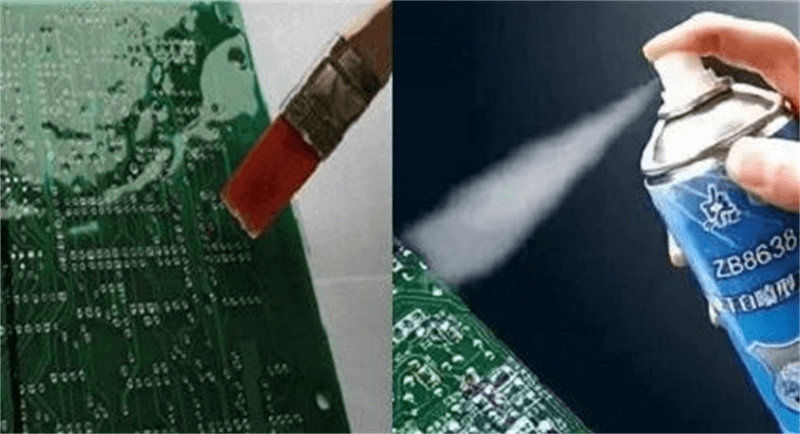
a. Bursta í höndunum
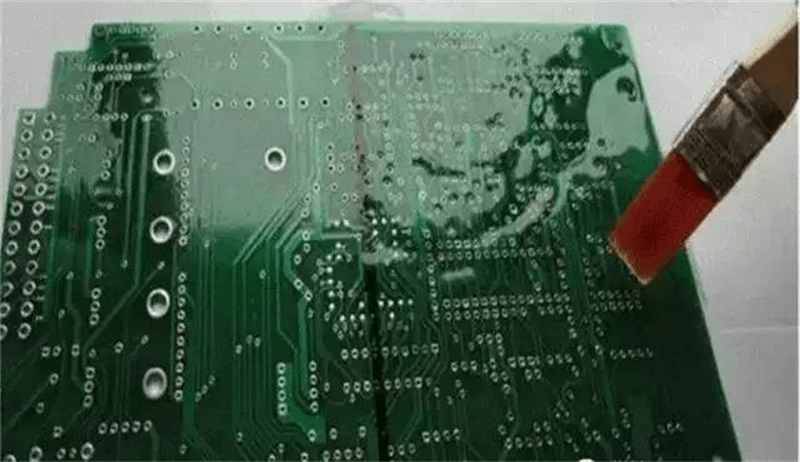
Mynd 13: Handburstun
Burstahúðun er algengasta aðferðin, hentug fyrir framleiðslu í litlum lotum, flóknar og þéttar PCBA uppbyggingar, sem þarf að vernda gegn hörðum vörum. Vegna þess að burstahúðunin er frjálslega stjórnað, mengast ekki hlutar sem ekki má mála;
Penslamálning notar minnst efni, sem hentar vel fyrir hærra verð tveggja þátta málningar;
Málningarferlið setur miklar kröfur á rekstraraðila. Áður en smíði hefst þarf að fara vandlega yfir teikningar og húðunarkröfur, þekkja nöfn PCBA íhluta og merkja hluta sem ekki má húða með áberandi merkjum;
Notendum er óheimilt að snerta prentaða viðbótina með höndunum til að forðast mengun;
b. Dýfðu í höndunum
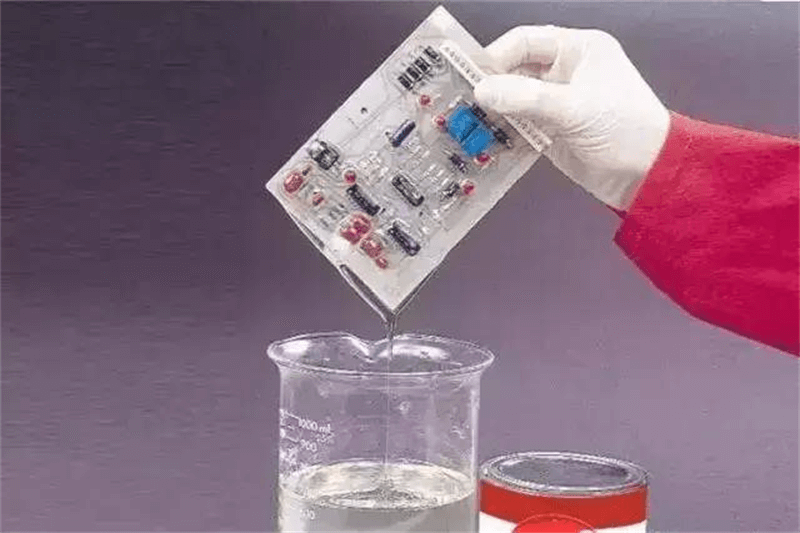
Mynd 14: Handdýfingarhúðunaraðferð
Dýfingarferlið gefur bestu húðunarniðurstöðurnar. Hægt er að bera á jafna, samfellda húðun á hvaða hluta sem er af prentuðu rafrásinni (PCBA). Dýfingarferlið hentar ekki fyrir PCB með stillanlegum þéttum, fínstillanlegum segulkjarna, spennumælum, bollalaga segulkjarna og sumum hlutum með lélega þéttingu.
Lykilþættir dýfingarhúðunarferlisins:
Stilltu viðeigandi seigju;
Stjórnaðu hraðanum sem prentaða rafrásin er lyft til að koma í veg fyrir að loftbólur myndist. Venjulega ekki meira en 1 metri á sekúndu;
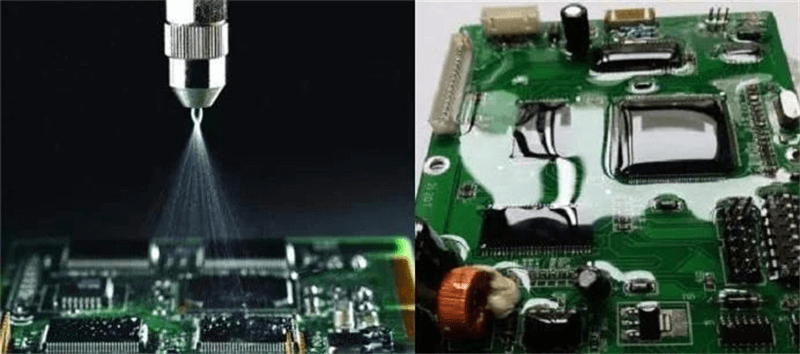
c. Úða
Úðan er mest notaða og auðveldasta aðferðin í ferlinu og skiptist í eftirfarandi tvo flokka:
① Handvirk úðun
Mynd 15: Handvirk úðunaraðferð
Hentar fyrir flóknari vinnustykki, erfitt að treysta á fjöldaframleiðslu á sjálfvirkum búnaði, einnig hentugur fyrir fjölbreytt úrval af vörulínum en færri aðstæður, hægt að úða í sérstakari stöðu.
Athugið varðandi handvirka úðun: Málningarþoka mengar sum tæki, svo sem PCB-innstungur, IC-tengi, viðkvæma tengiliði og jarðtengingar. Þessum hlutum þarf að huga að áreiðanleika verndarinnar. Annað atriði er að notandinn ætti ekki að snerta prentaða tengilinn með hendinni til að koma í veg fyrir mengun á snertifleti tengilsins.
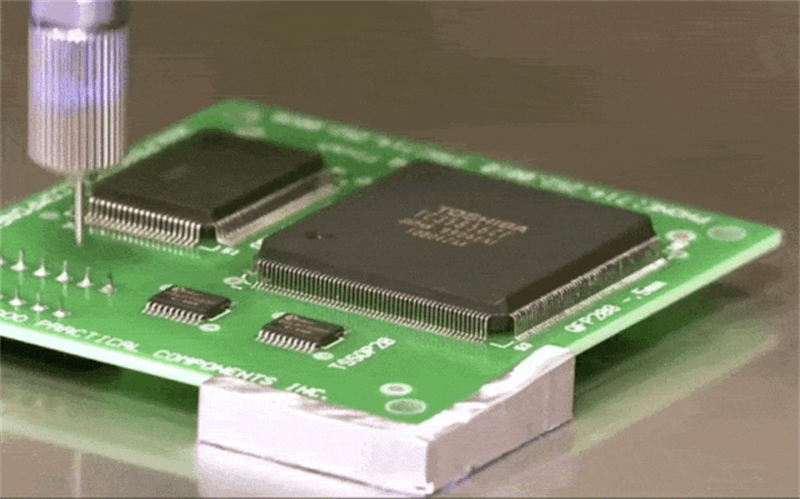
② Sjálfvirk úðun
Það vísar venjulega til sjálfvirkrar úðunar með sértækum húðunarbúnaði. Hentar til fjöldaframleiðslu, góð samræmi, mikil nákvæmni, lítil umhverfismengun. Með uppfærslu iðnaðarins, hækkun launakostnaðar og ströngum kröfum um umhverfisvernd eru sjálfvirkir úðunarbúnaður smám saman að koma í stað annarra húðunaraðferða.
Með vaxandi sjálfvirkniþörfum Iðnaðar 4.0 hefur áherslan í greininni færst frá því að útvega viðeigandi húðunarbúnað yfir í að leysa vandamálið með öllu húðunarferlinu. Sjálfvirk sértæk húðunarvél – nákvæm húðun og engin sóun á efni, hentug fyrir mikið magn af húðun, hentugust fyrir mikið magn af þremur málningarvörnum.
Samanburður ásjálfvirk húðunarvéloghefðbundin húðunarferli
Hefðbundin PCBA þriggja sönnunarhúðun:
1) Burstahúðun: það eru loftbólur, öldur, burstahárlosun;
2) Ritun: of hæg, ekki er hægt að stjórna nákvæmni;
3) Að leggja allt stykkið í bleyti: of sóun á málningu, hægur hraði;
4) Úðasprautun: til að vernda festingarbúnaðinn, of mikið rek
Húðun á húðunarvél:
1) Magn úðamálningar, staðsetning úðamálningar og svæði eru stillt nákvæmlega og það er engin þörf á að bæta við fólki til að þurrka borðið eftir úðamálun.
2) Suma innstunguhluta sem eru langt frá brún plötunnar er hægt að mála beint án þess að setja upp festinguna, sem sparar starfsfólki sem setur upp plötuna.
3) Engin gasgufun, til að tryggja hreint rekstrarumhverfi.
4) Ekki þarf að nota festingar til að hylja kolefnisfilmuna á öllu undirlaginu, sem útilokar líkur á árekstri.
5) Þrjár mismunandi þykktarhúðir sem eru einsleitar gegn málningu, bæta verulega framleiðsluhagkvæmni og gæði vöru, en koma einnig í veg fyrir málningarsóun.
PCBA sjálfvirk þriggja ása húðunarvél er sérstaklega hönnuð fyrir þrjá snjalla úðabúnaði fyrir málningu. Þar sem efnið sem á að úða og úðavökvinn sem er notaður eru mismunandi, er val á íhlutum í húðunarvélinni einnig mismunandi í smíði hennar. Þrjár vélarnar fyrir málningu nota nýjustu tölvustýringarforrit, geta nýtt sér þriggja ása tengingu, og eru jafnframt útbúnar með myndavélastaðsetningar- og mælingarkerfi, sem getur stjórnað úðasvæðinu nákvæmlega.
Þríþættar málningarhúðunarvélar, einnig þekktar sem þríþættar málningarlímvélar, þríþættar málningarúðalímvélar, þríþættar málningarolíuúðunarvélar og þríþættar málningarúðunarvélar, eru sérstaklega hannaðar til að stjórna vökva og eru þaktar ljósþolnu lagi á yfirborði PCB-plötunnar með þremur málningarvörnum, svo sem með gegndreypingu, úðun eða snúningshúðun.
Hvernig á að leysa nýja tímann þar sem eftirspurn eftir málningarvörn er orðin brýn lausn í greininni. Sjálfvirk húðunarbúnaður, sem er táknaður með nákvæmum sértækum húðunarvélum, býður upp á nýjar leiðir til að starfa.Nákvæm húðun og engin sóun á efnum, hentugust fyrir fjölda þriggja málningarvarnarefna.
Birtingartími: 8. júlí 2023





